






工位呼叫器在生产型企业的发展过程中有着辅助的作用,精益安灯作为生产线的主要流程作业程序掌控着整个生产的过程,但是我们的工位呼叫器能实现快速的信息传递、申请呼叫、设备状态、质量问题等实时过程的管理

一、工位呼叫器实施目的
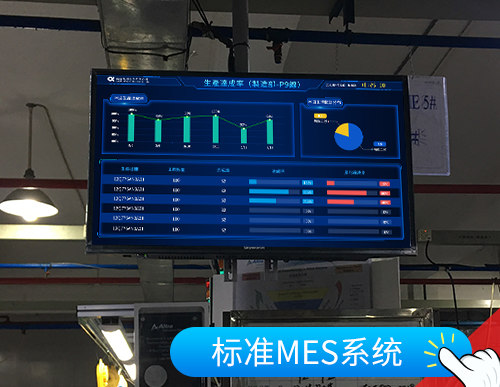
1.为了加强今后工厂车间生产组织过程的管理、相关信息做到目视化、传递做到快捷化、工序过程透明化、提高生产组织效率,拟建立该安灯系统,引用工位呼叫器。
2.该安灯系统作为生产全过程组织的一个辅助工具,能实现快速的信息传递、申请呼叫、实时显示、统计分析、报表生成等就工序作业、设备状态、质量问题、供应物料情况等过程进行实时的信息传递和管理,对生产全过程构成支撑.
3.当跟不上生产节拍或有非标准的状况产生时,通过无线工位呼叫器寻求帮助,使操作过程能够防止缺陷生产或流入下一道工序.
4.工位呼叫器及时传递操作中的生产作业状态信息,促使解决问题流程的实施及现场管理组织体系的完善.
5.搜集数据识别问题发生最多的地方,对实时采集的现场生产状况数据进行处理、存储与管理,为生产管理的分析提供依据,为后期的持续改善提供目标.
二、工位呼叫器的功能要求
1、普通帮助呼叫.当线上工人需要帮助时,按下按钮,现场音乐响起、灯光闪烁、相应安灯显示、看板上显示相关工位及呼叫类型.班组长响应,到达帮助地点确认解决问题,再次按下工位呼叫器,音乐及灯光停止.
2、设备故障呼叫.设备出现故障时,工人按下按钮,并通过现场触摸屏进行具体设备故障及故障信息的输入,这时音乐响起、灯光闪烁、相应的安灯板上及保全监控板上显示相关呼叫信息,保全人员响应呼叫,到达现场修复设备后,再次按下按钮复位,音乐停止,安灯板上的呼叫信息还原,等待下一个次呼叫.
3、物料短缺呼叫.物料出现短缺时,工人按下按钮,并通过现场触摸屏进行具体物料信息的确认,这时音乐响起、灯光闪烁、相应的安灯板上及物流组监控板上显示相关呼叫信息.
4、质量呼叫.出现质量问题时,工人按下按钮,并通过现场触摸屏进行具体质量问题信息的确认,现场音乐响起、灯光闪烁、相应安灯显示看板及品质组监控板上显示相关呼叫信息,品质人员响应呼叫,到达现场确认解决问题,再次按下按钮,音乐及灯光停止.
当操作者需要帮助的时候,我们各工位员工可通过工位呼叫器来进行实时异常的呼叫,更加方便我们能更及时的去解决问题,更高效的去处理问题,发现问题及时通知保证产线的顺畅运行。
工位呼叫器-覆盖范围广
产品采用GFSK调频技术,信号覆盖范围广、稳定性强; 室外空旷不小于200米(具体视环境而定)

工位呼叫器-双向通讯

![]()

工位呼叫器-电池使用说明

![]()


工位呼叫器-产品参数



工位呼叫器-安装说明



三、工位呼叫器-操作说明
1、按钮盒每个按键都可以表示三种状态“0”“1”“2”(软件可配置1~3种状态)
2、“0”为关闭状态(指示灯灭),“1”为打开状态(指示灯亮),“2”为其它状态(指示灯慢速闪烁,10分钟后指示灯停止闪烁)
3、中间按钮可配置为是否有取消键功能(默认为取消键功能),取消键只有“1”状态,它可联动取消其它所有按键的状态指示。
4、按钮盒按键按下时传输无线数据,成功收到应答并对应的指示灯指示,如果通讯不成功则指示灯快速闪烁提示。
四、工位呼叫器通讯协议
1、通讯参数
a.波特率:默认9600 bps; b.数据位:8 bit;
c.起始位:1 bit; d.停止位:1 bit; e.无奇偶校验位;
2、通讯协议
按钮盒可通过软件配置为讯鹏协议和MODBUS RTU标准协议
3、讯鹏协议:
●均是十六进制收发
●校验码=起始码与校验码之间所有数据之和(不含起始码与校验码);取低字节

![]()











工位呼叫器-组网方式



工位呼叫器-应用场景


[1.1.13-20年1月9日]

| 地址 : 东莞市凤岗镇雁田村天安数码城S7栋6楼 | |
| 电话:0755-89313800 | |
| 传真:0755-28212820 | |
| sunpn806#sunpn.com(发邮件时请将#改为@) |



